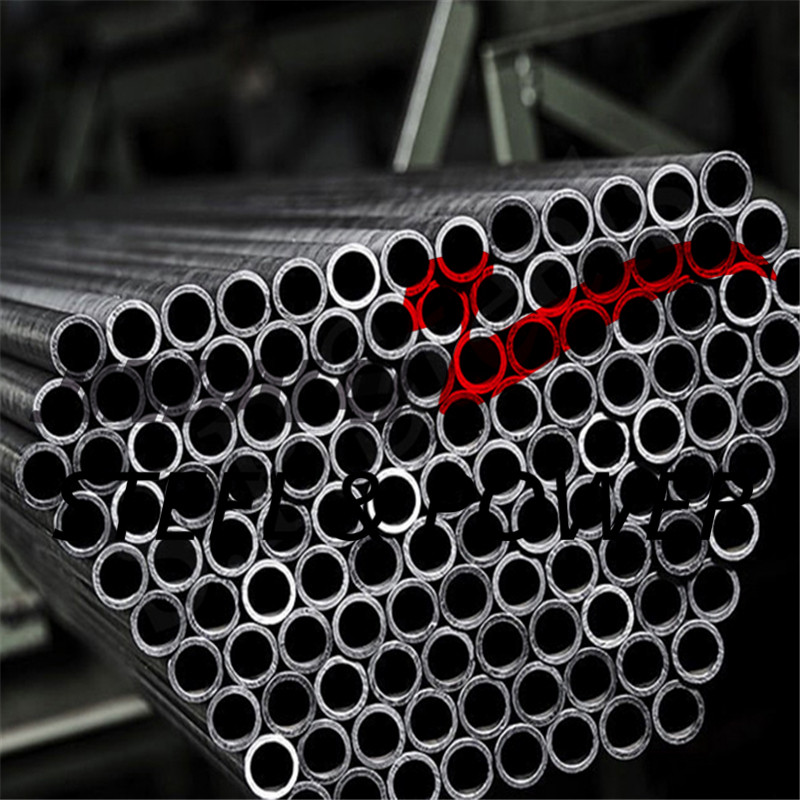
Haaptmerkmale vun héichpräzis hellem Tube
Héich Genauegkeet, exzellent Hellegkeet, fräi vu Rost, keng Oxidschicht, keng Rëss an aner Mängel, héich Rengheet vun der bannenzeger Wand. An d'Héichdrock-Kuelestolréier kënnen héijem Drock standhalen, keng Deformatioun nom Kaltbéien, keng Rëss nom Opflachen a Flaachmaachen. Déi komplizéiert geometresch Formung a Bearbechtung kënne realiséiert ginn.
Haaptapplikatioun vun héichpräzis hellem Tube
Präzisiounsréier fir hydraulesch Systemer, Autoen, Dieselmotoren, Maschinnen an aner Beräicher, déi héich Präzisioun, Rengheet a gutt mechanesch Eegeschafte erfuerderen.
EN 10305-1 Chemesch Zesummesetzung (%)
| StolqualitéitNumm | StolZuel | C(% max) | Si (% max) | Mn (% max) | P(% max) | S(% max) |
| E215 | 1.0212 | 0,10 | 0,05 | 0,70 | 0,025 | 0,015 |
| E235 | 1.0308 | 0,17 | 0,35 | 1.20 | 0,025 | 0,015 |
| E355 | 1.0580 | 0,22 | 0,55 | 1,60 | 0,025 | 0,015 |
EN 10305-1 Mechanesch an technologesch Eegeschaften
| Streckgrenz(Min. MPa) | Zugfestigkeit(Min. MPa) | Verlängerung(Minimum-%) |
| 215 | 290-430 | 30 |
| 235 | 340-480 | 25 |
| 355 | 490-630 | 22 |
Liwwerbedingungen vun EN 10305-1
| Begrëff | Symbol | Erklärung |
| Kalt fäerdeg/haart (kalt fäerdeg wéi gezeechent) | BK | Keng Hëtztbehandlung nom leschte Kaltformungsprozess. D'Réier hunn dofir nëmmen eng geréng Verformbarkeet. |
| Kalt fäerdeg/mëll (liicht kal veraarbecht) | BKW | No der leschter Hëtzebehandlung gëtt et eng liicht Nobehandlung (Kaltzéien). Mat enger richteger spéiderer Veraarbechtung kann d'Röhre bannent bestëmmte Grenzen kalforméiert (z.B. gebéit, ausgedehnt) ginn. |
| Glüht | GBK | Nom leschte Kaltformungsprozess ginn d'Réier an enger kontrolléierter Atmosphär oder ënner Vakuum geglüht. |
| Normaliséiert | NBK | D'Réier ginn iwwer dem ieweschten Transformatiounspunkt an enger kontrolléierter Atmosphär oder ënner engem Vakuum geglüht. |
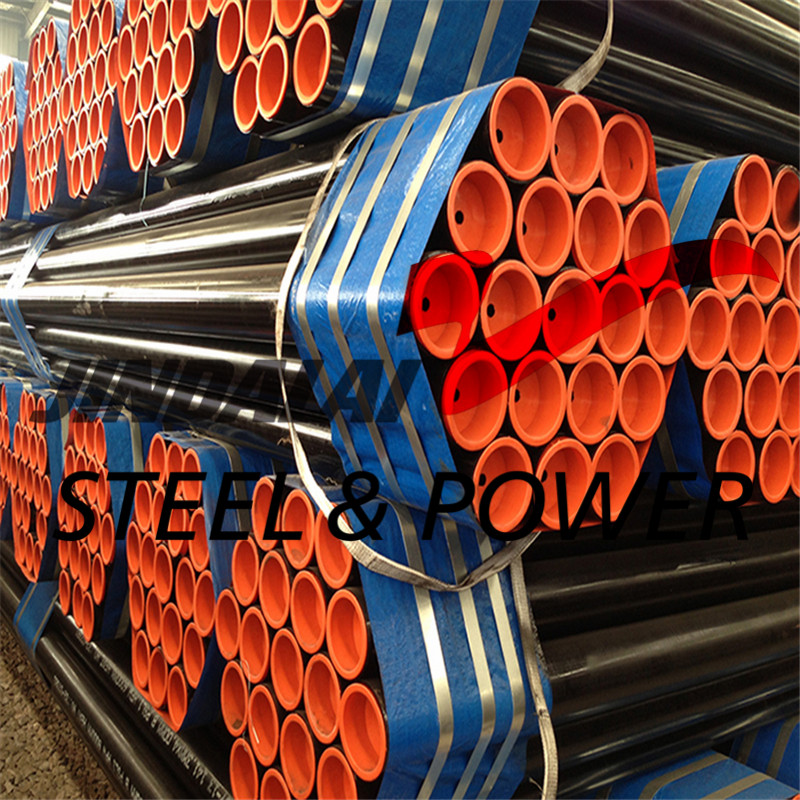
Spezifikatioun vun héichpräziser heller Tube
| Produktnumm | Nahtlos Stol Päif |
| Material | GR.B, ST52, ST35, ST42, ST45, X42, X46, X52, X56, X60, X65, X70, SS304, SS316 etc. |
| Gréisst | Gréisst 1/4" bis 24" Aussenduerchmiesser 13,7 mm bis 610 mm |
| Standard | API5L, ASTM A106 Gr.B, ASTM A53 Gr.B, ANSI A210-1996, ANSI B36.10M-2004, ASTM A1020-2002, ASTM A179-1990, BS 3059-2, DIN 17175, DIN, DIN, DIN 17164, DIN, DIN A106-2006, 10#-45#, A53-A369, A53(A,B), A106(B,C), A179-C, ST35-ST52 |
| Zertifikater | API5L, ISO 9001:2008, SGS, BV, CCIC |
| Wanddicke | SCH10, SCH20, SCH30, STD, SCH40, SCH60, SCH80, SCH100 SCH120, SCH160, XS, XXS |
| Uewerflächenbehandlung | schwaarz Faarf, Lack, Ueleg, galvaniséiert, Antikorrosiounsbeschichtungen |
| Markéierung | Standardmarkéierung, oder no Ärer Ufro. Markéierungsmethod: Sprëtzwäiss Faarf |
| Päifenden | Ënner 2 Zoll einfach Enn. 2 Zoll an driwwer ofgeschrägt. Plastikkappen (klengen Aussenduerchmiesser), Eisenschutz (groussen Aussenduerchmiesser) |
| Päiflängt | 1. Eenzel zoufälleg Längt an duebel zoufälleg Längt. 2. SRL: 3M-5.8M DRL: 10-11.8M oder wéi Clienten ugefrot Längt 3. fix Längt (5,8m, 6m, 12m) |
| Verpackung | Lose Packung; Verpackt a Bündelen (2Ton Max); gebündelt Päifen mat zwou Schlingen op béide Enden fir einfach Belueden an Entlueden; Enn mat Plastikkappen; Holzkëschten. |
| Test | Chemesch Komponentenanalyse, mechanesch Eegeschaften, technesch Eegeschaften, Inspektioun vun der äusserer Gréisst, hydraulesch Tester, Röntgentest. |
| Applikatioun | Flëssegkeetsliwwerung; Strukturrohr; Héich- a Nidderdrockkesselrohr; Nahtlos Stahlrohren fir Pëtrolsrëss; Uelegrohr; Gasrohr. |
Detailzeechnung


-
A106 GrB Nahtlos Fugen Stolleitungen fir Stapel
-
A312 TP316L Edelstahlpäif
-
API5L Kuelestol Päif / ERW Päif
-
ASME SA192 Kesselréier/A192 Nahtlos Stolrohr
-
ASTM A312 nahtlos Edelstahlpäif
-
ASTM A335 Legierungsstahlrohr 42CRMO
-
ASTM A53 Grad A & B Stol Päif ERW Päif
-
FBE Päif/Epoxy beschichtete Stahlpäif
-
Héichpräzisiouns Stolpäif
-
SSAW Stol Päif / Spiral Weld Päif
-
Edelstahlrohr